
My work experience started in the military. As an army officer in the Israel Defense Forces — completing my wartime military service as a Captain — I learned a thing or two about leadership, operational efficiency, team spirit, and performance under pressure. I was recognized for driving significant improvement in operational performance: I initiated a cross-organizational task force which resulted in substantial increases in efficiency, capacity, and flexibility, and enabled my unit to successfully handle increased volume and changing missions during wartime.

As a management consultant, I had the opportunity to apply some of these lessons in a business environment. When I joined Booz Allen, the aerospace industry — following the end of the Cold War — was expected to generate the so-called “Peace Dividend.” In practical terms, it meant finding innovative ways to realize efficiency gains in the face of shrinking demand. As the premier strategy consultant to the industry, Booz Allen was in the midst of this undertaking.

I worked on operational efficiency assignments ranging from halving the production cycle time of an aircraft manufacturer and cutting the costs of munitions manufacturing, through competitive benchmarking of avionics production and cost cutting in an aircraft engine overhaul shop, and to optimizing airline scheduling systems. We architected a global sourcing plan to enable 2X expansion in capacity to meet growing demand in regional jet market; and cut the cost of a key subsystem by 25% for a European OEM by streamlining operations, rationalizing supply chain strategy, and developing Mexican and Brazilian suppliers.
At the same time, I helped my defense electronics and commercial aircraft clients develop and implement major structural shifts, to gain cost advantage; including reorganizations, carve-outs of under-performing operations, consolidation of market leadership, and streamlining of the supply chain.
When I moved to the high-tech industry in the mid-1990’s, the operational challenges we were facing were diametrically opposed. As Applied Materials was doubling its size annually, headcount acquisition and onboarding was a key barrier to growth. But as time progressed, another characteristic of the industry was becoming evident: Given Applied’s position in the electronics supply chain, the swings of the business cycles were massive and abrupt, and required solid forecasting and the ability to quickly scale operations and investment up and down. As the leader of Applied’s strategic planning activities, I helped revamp the strategic and business planning systems to tackle these challenges — and to meet the requirements of a dynamic, global, highly matrixed organization which has outgrown its legacy systems.

Aligning regional, business, and functional initiatives with corporate priorities continued to be a challenge, especially as the secular growth rate of the industry has slowed down. I developed tools and methods to prioritize Applied’s product development pipeline and M&A investment portfolio; and also designed a standardized planning and monitoring dashboard to track performance throughout the product life cycle. The rebalancing of corporate investment freed up resources to accelerate penetration into solar energy space through a series of acquisitions. During this period I also engaged in post-merger integration work for Applied’s acquisitions in several equipment, software, and services segments.

Later, when I moved out of my corporate role at Applied and into the central engineering group (as Chief Marketing Officer and Chief Technology Officer), I was able to directly influence some of the Company’s most significant productivity levers, including common standards and platforms, product development methodologies, and offshoring of design activities to development centers in India, China, and Russia.
I also led the analysis of the operational implications of a possible transition to chip manufacturing on larger (450mm-diameter) silicon substrates — evaluating the impact to costs, cycle time, and investment requirements. Through engagement with Applied’s key customers and industry players, and some serious modeling and simulation, we determined that such a move would be premature at best; instead, my research indicated that the industry should focus on productivity gains within the existing equipment set — a vision which we called “300mm Prime.”
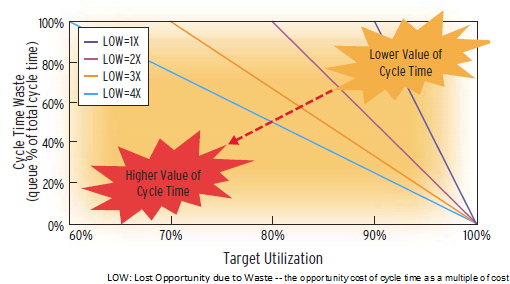
Following on these findings, I was assigned to lead the 300mm Prime Program Office, through which I engaged with customers and developers to align product/service roadmaps with market priorities. I also took upon myself to broadly share our fact-based perspective and build alignment across the industry around a vision for boosting innovation and factory productivity without increasing investment. Below I included links to some of my articles, publications, public appearances, and media quotes which address the promise of 300mm Prime — for example, to reduce waste through cycle time improvements.

This experience actually highlights the dual operational opportunities which Applied was constantly pursuing — driving internal efficiency gains to ensure cost competitiveness and operating leverage, while pushing product innovation aimed at transforming customers’ factories through novel process, automation, and service solutions.
After leaving Applied, I had the opportunity to build on all these experiences and assume overall executive responsibility — arguably closing a circle while started early in my career as a military officer. As interim CEO of an early-stage digital publisher, I successfully turned around and refocused an acquired content provider. Overhauled strategy and operations, including brand strategy, web presence (site and social media), pricing, marketing operations, and backoffice.
Operating efficiency continues to be my primary interest. Today, at EY’s Transaction Advisory Services, my focus is on the operational implementation of mergers, joint ventures, and carve-outs. Our teams work with clients to move quickly through the myriad details involved with executing a transaction and realizing its value.
Semiconductor Fab Productivity — My Perspective
Articles and Publications:
- “Quantifying the Economic Impact of Cycle Time Waste” (co-authored with Eric Englhardt). Nanochip Fab Solutions, November 2008.
- “Equipment Suppliers’ Productivity Working Group 450 mm Economic Findings and Conclusions” SEMI Paper, June 2008
- “SEMI Equipment Productivity Working Group (EPWG) Findings Concerning a Wafer Size Transition to 450 mm, November 2005 – April 2008, Executive Summary” SEMI, May 2008
- “450mm Wafers: Not the Best Solution” Electronic News, 7/11/2006.
- “Economic Challenges and Opportunities in the 300mm Transition” (co-authored with J. Nulman, K. Achiwa, and O. Turbahn). Semiconductor International, October 1998.
Speeches and Presentations:
- “Redefining Fab Productivity” The ConFab, May 2008. Las Vegas, Nevada.
- “Next Generation Factory” SemiCon West, July 2007. San Francisco, California.
- “It’s Time for 300mm Prime” ASMC (Keynote), June 2007. Stresa, Italy.
- “300mm Prime Priorities” AMTF, June 2007. Grenoble, France.
- “It’s Time for 300mm Prime” SEMI Strategic Business Conference, April 2007. Napa, California.
- “Advancing Factory Productivity” ISMI Symposium, October 2006. Austin, Texas.
- “Maximizing Return on Fab Investment” SemiCon Taiwan, September 2006. Taipei, Taiwan.
- “Prime FACTORY-zation” MIM Symposium, June 2006. Stanford, California.